فروش بلبرینگ و رولبیرینگ
فولاد چیست ؟!
فولاد یا پولاد (به انگلیسی: Steel) آلیاژی از آهن است که بین ۰٫۰۰۲ تا ۲٫۱ درصد وزن آن کربن است. خواص فولاد به کمک تغییر در درصد کربن، عناصر آلیاژی و عملیات حرارتی قابل کنترل است. ( منبع ویکی پدیا ) .
انواع فـولاد
فـــــولادها را میتوان به دستههایی مختلفی تقسیم بندی کرد برای مثال :
تقسیم بندی فـــــــولادها از نظر کاربرد مانند: فـــــــولاد ساختمانی ، فـــــــولاد ابزار سردکار، فـــــــولاد ابزار گرم کار ، فـــــــولاد بلبرینگ و ….
تقسیم بندی فـــــــولادها از نظر اکسیژن زدایی شدن مانند : فـــــــولاد آرام killed ، فـــــــولاد نیمه آرام semi killed ، فـــــــولاد ناآرام rimmed
تقسیم بندی فـــــــولادها از نظر ریز ساختار مانند : فریتی ، پرلیتی و مارتنزیتی
اما یکی از مهمترین تقسیم بندی فـــــــولادها بر اساس ترکیب شیمیایی است که بشرح زیر است : فـــــولاد ساده کربنی، فــــــولاد کم آلیاژ و فـــــــولاد پرآلیاژ
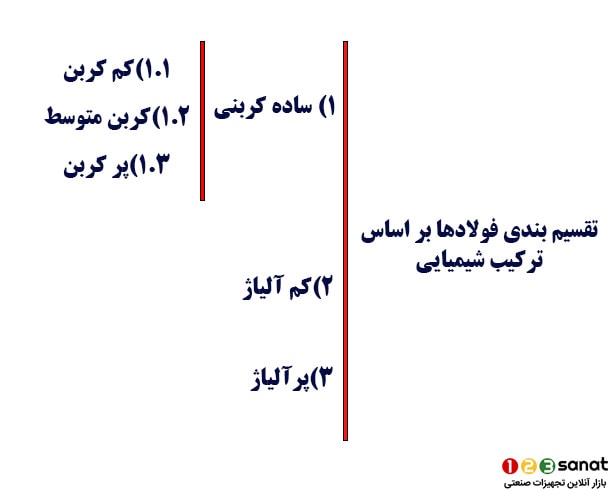
۱) فـــــولاد ساده کربنی
۱.۱) فولاد کم کربن (Low Carbon Steel)
به فــــــولادهای اطلاق می شود که درصد کربن آنها تا ۰.۳ درصد باشد.
کاربرد این فولادها اغلب در چرخ دنده ها، شافت ها، اهرم ها، لوله ها و تیرآهن می باشد.
۱.۲) فولاد با کربن متوسط (Medium Carbon Steel)
دارای کربن از ۳۲/۰ درصد الی ۵۵/۰ درصد می باشد و کاربردشان در میل لنگ ها، روتورها، فنرها میباشد .
۱.۳) فولاد پرکربن ( High Carbon Steel)
دارای کربن از ۵۵/۰ درصد الى ۷/۱ درصد می باشد که کاربردشان در فولادهای ابزار مانند اره ها، مته ها، تیغ های برش و فنر ها میباشد .
در حدود ۹۰ درصد مصرف فــولاد دنیا فولاد ساده کربنی است ، که فولاد ساختمانی یکی از آنهاست ، از پر مصرف ترین فــــــولادهایی که در صنعت بکار می روند st42 , st50 , st37 , st33 می باشند که اعداد قید که گفته شده همانطور که گفته شده معرف حداقل استحکام کششی آنها برحسب کیلوگرم بر میلی متر مربع خواهند بود . { شفت هارد و هارد کروم را در اینجا مطالعه کنید .}
لذا از این رو برای تبدیل استحکام کششی برحسب کیلوگرم بر میلی متر مربع بـــــــه مگا پاسکـــــال باید عدد مربوطه را در ۹.۸۱ ضرب کرد برای مثال حداقل استحکام کششی فولاد ST37 تقریباً برابر ۳۵۰ مگا پاسکال است .
۳و۲) فـــولاد آلیاژی (کم آلیاژ و پرآلیاژ)
۲) فــــولاد کم آلیاژ :
به فــــولادهایی گفته میشود که درصد عناصر آلیاژی در آن کمتر از ۸ درصد باشد .
۳) فــــــولاد پرآلـیاژ:
به فـــولادهایی گفته میشود که درصد عناصر آلیاژی بیشتر از ۸ درصد است ، فولاد های زنگ نزن جزو این طبقه بندی قرار میگیرند .
فولادهای آلیاژی علاوه بر آهن و کربن شامل عناصری دیگر از قبیل کرم، نیکل، مولیبدن، تنگستن وانادیم و یا مشابه به آنها باشند .
همان طوری که اشاره گردید مایه استحکام فولاد را کربن تشکیل می دهد و هر چه مقدار درصد کربن در فولاد زیاد باشد به همان اندازه استحکام آن بیشتر است لکن به همان نسبت نیز درجه سختی و شکنندگی آن افزایش می یابد و قابلیت جوشکاری نیز کاهش می یابد .
برای بدست آوردن قابلیت جوشکاری فولاد ها از مفهومی به نام کربن معادل استفاده میگنیم که تاثیر تمام عناصر را در تاثیر کربن در فولاد خلاصه میکند این فرمول بشرح زیر است ،این فرمول مطابق استاندارد AWS است بیان میکند اگر مقدار بدست آمده از فرمول ذیل بالاتر از ۰.۴ باشد این فولاد جوش پذیری خوبی ندارد .

از عناصر آلیاژی برای تغییر خصوصیات مکانیکی و شیمیایی فولاد استفاده می شود تا از ویژگی و خواص آن نسبت به فــــــولاد ساده کربنی بیشتر شود. در حالی که عناصر آلیاژی بسیاری وجود دارد که برای دستیابی به خواص مختلف پیشرفته مورد استفاده قرار می گیرند ، اما مهمترین آنها بشرح زیر هستد :
- کرم
- نیکل
- مولیبدن
- وانادیم
- تنگستن
- کبالت
- منگنز

الف) آلیاژهای فـولادی کرم دار
کروم فی است که در ۱۸۷۵ درجه سانتی گراد ذوب شده و وزن اتمی آن ۵۲ و جزو شبکه کریستالی حالت اول می باشد. این عنصر در آهن گداخته مایع حل شده و در محلول های انجماد آهن گاما و آلفا باقی می ماند و مجاورت کربن با آن تولید کربور ساده و مضاعف آهن و کرم می کند.
کروم اضافه شده به فولاد کربنی در درصد معمولاً بیشتر از ۱۳٪ باعث ایجاد فـــــولاد زنگ نزن می شود. در این درصد و بیشتر از آن مقاومت فــــــولاد کروم دار در برابر خوردگی بسیار بیشتر فولاد کربنی ساده میشود . فولاد کروم دار تا حد زیادی در برابر اکسید شدن مقاومت میکند زیرا ابتدا کروم اکسیده می شود و یک لایه محافظ روی فــــــولاد تشکیل می دهد که مانع اکسید شدن بیشتر فولاد میشود . توجه شود در فـــــولاد زنگ نزن باید مجموع عناصر کروم و نیکل بیشتر از ۲۰ درصد باشد .
به طور کلی اضافه کردن کرم به فولادها باعث بالا بردن درجه سختی آن شده و مقاومت در برابر زنگ زدگی را افزایش می دهد و نیز مقاومت فولاد را در برابر اثرات تباه کننده و خورنده اسیدها و قلیایی ها زیاد می کند اما قابلیت مفتول و تورق فولاد را کاهش میدهد.
کروم در فولاد نقش تقویت کننده فریت را دارد .
فـــــولادهای زنگ نزن مانند ۳۰۴ و ۳۱۶ و … . و همچنین فولاد ابزار درجه D2 دارای مقادیر قابل توجهی کروم است .
ب) آلیاژهای فولادی نیکل دار
نیکل فی است که در ۱۴۵۵ درجه سانتی گراد ذوب شده دارای وزن اتمی ۵۹ و جزو شبکه کریستالی حالت دوم می باشد. این عنصر ممکن است تا ۳۵ درصد در فـــــــولادهای مختلف آلیاژ گردد خواص عمده آن اضافه کردن درجه سختی و نیروی کششی فولاد بدون این که خاصیت فرم پذیری آن را کاهش دهد است .
چنانچه مقدار نیکل از فولادها بیشتر باشد ۲۵ الی ۳۵ درصد مقاومت فولاد در مقابل زنگ زدگی افزایش خواهد یافت. با توجه به مراتب فوق اضافه کردن نیکل و کرم به فولادها می تواند اثرات مفید مضاعف به فولاد بدهد .
از نقطه نظر خواص فیزیکی و مکانیکی فولادی که محتوی مقادیری از این دو عنصر با خواص بهتری از نظرات: حد ارتجاعی، نیروی کششی، سختی و قابلیت مفتول شدن و خواهد داشت و بهترین و مناسب ترین ف در برابر خرده شدن و تباه شدن خواهد بود .
نیکل نقش تقویت کننده آستنیت را دارد .
فـــــــولادهایی که مقادیر زیادی نیکل دارند شامل تمام پولادهای زنگ نزن آستنیتی است. فولادهای آلیاژی مانند گروههای ۲۳XX و ۲۵XX نیز مقادیر زیادی نیکل دارند.

ج) آلیاژهای فولادی مولیبدن دار
مولیبدن فی است که در ۲۶۱۵ درجه سانتی گراد ذوب شده، دارای وزن اتمی ۹۶ و جزو شبکه کریستالی حالت اول می باشد. این عنصر هم در آهن آلفا و هم در آهن گاما حل می شود و تولید کربورهای مضاعف و مرکبی از قبیل Fe3M06C2 , MO2C , Fe3CMO2C مینماید و بر حسب مقدار درصد مولیبدن این ساختمان درونی فولاد را به حالت اوستنیتی یا مارتنزیتی در می آورد.
مولیبدن مانند کروم در مقاومت در برابر خوردگی فــولاد را افزایش میدهد . مولیبدن همچنین می تواند سختی ، چقرمگی و مقاومت کششی فولاد را افزایش دهد .
افزودن مولیبدن به فولاد مقاومت آن را در برابر سایش افزایش می دهد و مقدار آن در فولادها معمولا بین ۰/۲۵الی ۵/ ۰ درصد می باشد. فولادها با مقدار قابل توجه عنصر مولیبدن به نام فولاد ابزار A شناخته میشوند .
د) آلیاژهای فولادی وانادیم دار
وانادیم فی است که در ۱۷۱۰ درجه سانتی گراد ذوب شده، دارای وزن اتمی ۵۱ و جزو شبکه کریستالی حالت اول می باشد. این عنصر در آهن حل شده و با آهن آلفا و آهن گاما ترکیب محلول های جامد را می دهد.
وانادیوم اضافه شده به فولاد کربن دار سبب کنترل اندازه دانه می شود و آن را کوچک نگه می دارد. زیرا کاربیدهای وانادیوم که هنگام اضافه شدن وانادیوم به فولاد اضافه می شوند باعث ایجاد تشکیل دانه ها می شوند. و مانع از رشد دانه ها میشود. این ساختار دانه ظریف به افزایش شکل پذیری پولاد کمک می کند. در برخی از فولادها ، کاربیدهای تشکیل شده توسط وانادیوم می توانند سختی و استحکام فولاد را افزایش دهند.
مقدار آن در فولادها در حدود ۰/۱۵ الى ۰/۲ درصد می باشد از این نوع فولادها معمولا برای ساختن قطعات لکوموتیوها، میل لنگ ها و غیره استفاده می شود.
پولادهای آلیــــاژی با مقادیر زیاد وانادیوم شامل فولادهای A3 ، A9 ، O1 هستند و همچنین فولاد ابزار D2 دارای مقدار زیادی وانادیوم است. فولادهای مانند M390 و VG 10 که فولاد های مورد استفاده در ساخت تیغه هستند دارای مقادیر نسبتاً بالایی از وانادیوم هستند.
ه) آلیاژهای فولادی تنگستن دار
تنگستن فی است که در ۳۴۱۰ درجه سانتی گراد ذوب شده و دارای وزن اتمی ۱۸۴ و جزو شبکه کریستالی حالت اول می باشد. این عنصر در آهن گاما حل می شود اما در آهن آلفا بصورت محلول جامد باقی می ماند.
بطور کلی اضافه نمودن تنگستن به فولاد باعث افزایش قابل ملاحظه سختی و خاصیت برندگی آن می گردد از این نوع فولاد برای ساختن ابزارهای برنده نظیر مته ها، قلم های تراش و امثال آنها استفاده می کنند از طرف دیگر خاصیت فولادهای پرکربن را پایدار و ثابت نگه می دارد لذا از این نوع فـــــــــولاد می توان آهن ربایی که هیچ وقت خاصیت خود را از دست نمی دهند ساخت.

و) آلیاژهای فولادی کبالت دار
کبالت فی است که در ۱۴۹۵ درجه سانتی گراد ذوب شده دارای وزن اتمی ۵۹ و جزو شبکه کریستالی حالت اول می باشد. عمل اصلی آن در فولاد برای جلوگیری از به وجود آمدن ذرات اوستنیت می باشد بدین معنی که سختی فولاد را در حرارت قرمز حفظ کرده و نتیجتا از این نوع فولاد در ساختن ابزارهای تندبر HSS استفاده می گردد معمولاً برای افزایش قابل ملاحظه سختی فولاد کبالت را به همراه تنگستن شکستن به فولاد اضافه می نمایند.
ز) آلیاژهای فولادی منگنز دار
منگنز فی است که ۱۲۴۰ درجه سانتی گراد ذوب شده دارای وزن اتمی ۹/۵۴ و جزو شبکه کریستالی حالت سوم میباشد ، اضافه کردن این عنصر به فولاد برای جلوگیری از تشکیل ذرات اوستنیت بوده و نیز کمک موثری به حالت فرم پذیری فولاد می نماید .
منگنز اضافه شده به فولاد کربن دار سبب کمک به فرآیند عملیات حرارتی میشود. هنگامی که فــولادها را کوینچ میکنم تا سختی و استحکام آن افزایش پیدا کند باید انجام این فرآیند سریع انجام شود. و اگر سرعت انجام این فرآیند از حد مشخصی سریع تر باشد باعث بی ثبات شدن فرآیند میشود . افزودن منگنز سبب میشود تا سختی و استحکام به حد مورد نظر برسد بدون اینکه از حد سرعت مجاز کوینچ کردن عبور کنیم .
فولادهایی با مقادیر بالای منگنز شامل A10 ، A4 و همچنین فولادهای ابزار O2 هستند. فولاد ضد زنگ ۲۰۱ نیز نسبتاً دارای مقدار زیادی منگنز است .

برچسب ها :
گیربکس یا جعبه دنده چیست ؟!
گیربکس یا جعبه دنده یک دستگاه در سیستم انتقال قدرت است که امکان کنترل قدرت را در اختیار شما قرار می دهد. گیربکس یا جعبه دنده از مجموعه ایی از چرخدنده ها با نسبت معین تشکیل شده است که میتواند خروجی مورد نظر را برای ما فراهم کند .
انواع گیربکس های صنعتی
- گیربکس هلیکال شافت مستقیم (G)
- گیربکس کتابی (SH & SK)
- گیربکس خورشیدی یا سیاره ای
۱) گیربکس های صنعتی هلیکال شافت مستقیم (G)
ساختار اصلی این گیربکس ها از چهار عدد چرخدنده تشکیل شده است. دنده اول بر روی سر روتور جازده می شود و سه دنده ی دیگر داخل گیربکس یاتاقان بندی می شوند.
این گیربکس ها به علت کوپل اجباری الکتروموتور هنگام مونتاژ به گیرموتور موسومند و در صنعت کاربرد وسیعی دارند.
مزایای گیربکس هلیکال شافت مستقیم (G) :
- عمر بالا در قیاس با گیربکس های حونی
- قیمت ارزان
- تعمیرات و سرویس سریع می باشد.
از معایب گیربکس هلیکال شافت مستقیم (G) :
- کوپل اجباری الکتروموتور به هنگام مونتاژ
- در صورت نیاز به تعویض موتور ، باید دنده ی ورودی نیز تعویض گردد که این کار باید توسط این مجموعه صورت پذیرد.
- برای رسیدن به دورهای کمتر از ۱۶ دور بر دقیقه باید از دو گیربکس کویل شده به هم استفاده کرد.

۲) گیربکس های صنعتی کتابی (SH & SK)
ساختار این گیربکس ها مانند گیربکس های هلیکال می باشد با این تفاوت که محورهای انتقال قدرت می تواند بیشتر باشد. به عبارتی تعداد استیج ها را می توان بیشتر از دو تا باشد.
این گیربکس ها هم به صورت شافت موازی و هم به صورت شافت ورودی و خروجی ۹۰ درجه (عمود به هم) می باشند.
این گیربکس ها از دیرباز در صنایع فولاد سازی و ذوب آهن، پتروشیمی و صنایع شیمیایی، صنایع سیمان و آجر، صنایع نفت و گاز، صنایع بسته بندی و صنایع کشاورزی کاربرد وسیعی دارد.
مزایای گیربکس کتابی (SH & SK) :
- امکان داشتن چند خروجی
- امکان قرار گرفتن شافت ورودی و خروجی در یک سمت
- امکان قرار گرفتن شافت ورودی و شافت خروجی در حالت عمود بر هم
- قابلیت انتقال توان های بسیار بالا
- قابلیت ایجاد نسبت تبدیل های زیاد (در قیاس با گیربکس های هلیکال)
- قابلیت انتقال گشتاورها و دورهای بالا
معایب گیربکس کتابی (SH & SK):
- اشغال فضای زیاد نسبت به گیربکس های خورشیدی


۳) گیربکس های صنعتی خورشیدی یا سیاره ای
گیربکس خورشیدی یا سیاره ای ، مجموعه ی چرخدنده در این گیربکس ها حداقل از یک چرخدنده خورشیدی ، چند چرخدنده سیاره ای ، یک چرخدنده رینگی و یک محفظه نگهدارنده تشکیل شده است.
گیربکس های خورشیدی برای انتقال قدرت و معمولا کاهش دور خروجی نسبت به دور ورودی استفاده می شوند. این گیربکس ها می توانند به طور مستقیم یا غیر مستقیم به انواع موتورها (الکتریکی و هیدرولیکی) متصل شوند.
مزایای گیربکس خورشیدی
- حجم مناسب نسبت به دیگر انواع گیربکس ها
- گیربکس های خورشیدی تقریبا نصف حجم گیربکس های دیگر، فضا اشغال می کنند. این امر در فرآیند نصب و شکیل بودن طراحی سیستم انتقال قدرت بسیار حائز اهمیت است.
- امتیاز دیگر کم حجم بودن گیربکس های خورشیدی راحتی در تعویض قطعات با توجه به فضای مناسب موجود است.
- وزن کمتر نسبت به دیگر انواع گیربکس ها که در کوچک تر و سبک تر شدن سازه پشتیبان موثر است.
- وزن مناسب امکان اتصال مستقیم به محور محرک را فراهم می کند.
- راندمان بالاتر، راندمان۹۰ تا ۹۵ درصدی گیربکس های خورشیدی در مقایسه با راندمان پایین برخی گیربکس ها دیگر بسیار قابل توجه است ( حتی در نسبت دورهای بالاتر از ۲۰۰۰ : ۱ )
- عمر طولانی و تعمیر و نگهداری آسان
- اجرای صحیح فرآیند نصب تضمین کننده عمر طولانی مجموعه است.
- گشتاور ۶۵۰ الی ۵۰۰۰۰۰ نیوتن متر
- سر و صدای کم
- تنوع دور خروجی ۰٫۲ تا ۵۰۰ دور در دقیقه
- تحمل بار عمودی و افقی بسیار زیاد بر روی شافت


برچسب ها :
# بلبرینگ
اصول بازرسی چشمی VT و کنترل ابعادی جوش
جوشکاری یکی از مهمترین روشهای اتصال دایمی قطعات است ، که امروزه با پیشرفت هایی که در زمینه اتصال مواد با جوشکاری و پیشرفت هایی که در روش ها و تکنیک های جوشکاری صورت گرفته است ، جوشکاری بسیار مورد توجه قرار گرفته است .
اما نباید فراموش کرد که مزیت های فراوان جوشکاری تنها یک روی سکه است ، روی دیگر سکه این است که انجام جوشکاری خود یک نقص به حساب می آید چرا که حرارت ناشی از جوشکاری و تغییرات متالوریکی ناحیه جوشکاری که به وجود می آید غیر قابل چشم پوشی است که خود همین موضوع میتواند مشکلاتی را ایجاد کند .
لذا کنترل قطعات جوش کاری شده در سازه ها از اهمیت بالایی برخوردار است زیرا اگر عیوب این قطعات شناسایی نشود و رفع نگردند می تواند خسارت های جبران ناپذیری برای ما ایجاد کنند چه بسا این خسارت ها در طول سالهای گذشته هم مالی و هم جانی بوده اند . از غرق شدن کشتی ها تا ترکیدن مخزن های تحت فشار و ….
قطعاً نمیشود انجام فرآیند جوشکاری رو بخاطر آنجه که عیوب احتمالی جوش است کنار گذاشت لذا کاری که از دست ما بر می آید این است که قطعات جوشکاری رو قبل از آزمایش تست کنیم دو روش کلی برای آزمایش جوش وجود دارد .
۱) تست مخرب جوش
۲) تست غیر مخرب جوش NDT
روش های تست غیر مخرب جوش NDT روش های متداول تری نسبت تست مخرب جوش برای بازرسی جوش هستند چرا که بعد از انجام آزمایش قطعه قابلیت استفاده شدن را دارد اما برای تست مخرب جوش قطعه بعد از انجام آزمایش تخریب خواهد شد . تست غیر مخرب جوش NDT انواع مختلفی از جمله VT , UT , RT , MT , ET , …. دارد .
بازرسی چشمی VT چیست؟
بازرسی چشمی VT که مخفف کلمه انگلیسی visual test است یکی از متداول ترین روش های بازرسی جوش است و علت آن ساده بود ن و ازران بود ن این تست نسبت به سایر روش های بازرسی است . بازرسی چشمی VT هم میتواند با چشم غیر مسلح و هم با چشم مسلح انجام شود
تمام عیوب ظاهری جوشکاری ترک های سطحی ، بریدگی کناره جوش ، روی هم افتادگی ، ذوب ناقص و … را مشخص کرد اما تنها نکته منفی بازرسی چشمی VT این است که در این روش تنها عیوبی قابل تشخیص است که به هر نحوی به سطح راه پیدا کرده باشد و عیوبی که در داخل جوش وجود دارند با این روش متاسفانه قابل تشخیص نیست .


اصول بازرسی چشمی جوش VT
برای انجام بازرسی چشمی جوش VT باید یک بازرس جوش به ۲ موضوع تسلط کافی داشتــــه باشد، که بتواند جوش با کیفیت را از جوش بی کیفیت تفکیک کند
- آشنایی با عیوب جوش
- توانایی کار با گیج های اندازه گیری جوش
۱) آشنایی با عیوب جوش
عیوب جوشکاری میتواند علل مختلفی داشته باشند که جوش ویژگی مطلوب مورد نظر ما را نداشته باشد ، برای آشنــــایی با عیوب جوش مقاله {۰ تا ۱۰۰ آشنایی با عیوب جوش } را مطالعه کنید .
۲) توانایی کار با گیج های اندازه گیری جوش
یک بازرس جوش ماهر باید توانایی کار با گیج های جوشکاری را داشته باشد ما در ادامه انواع گیج های جوشکاری را خدمت دوستــــان توضیح خواهیم داد
انواع گیج های جوشکاری
گیج های جوشکاری وسایلی هستند که با کمک آنها میتوانیم ابعاد جوش را اندازه گیری کنیم و بررسی کنیم که آیا جوش استانداردهای لازم را دارد یا خیر ، گیج های جوشکاری یکی از ابزار مهم برای بازرسی چشمی VT است . ادامه با مهمترین گیج های جوشکاری آشنـــــا میشویم .
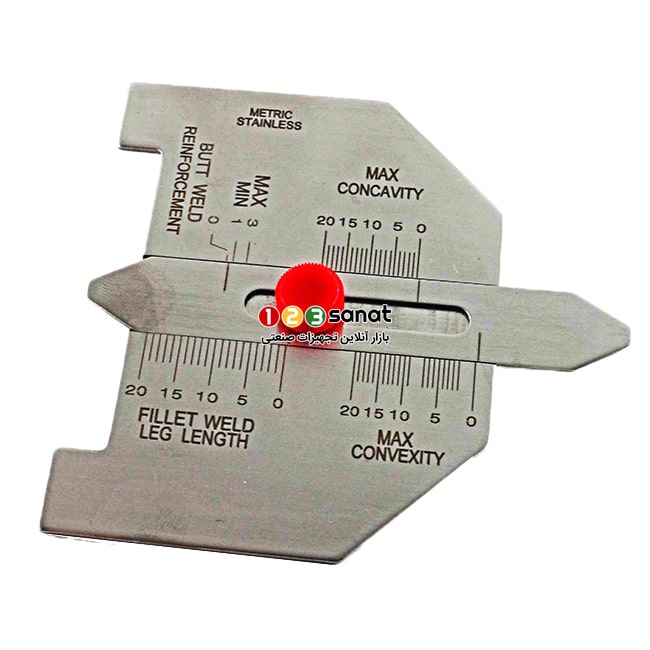
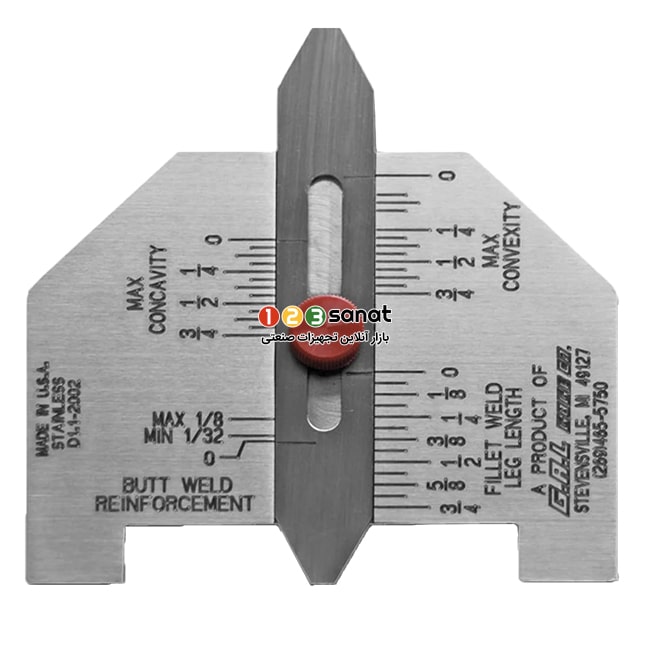
الف) گیج جوشکاری AWS
با استفاده از گیج جوشکاری AWS میتوانیم موارد زیر را اندازه گیری کنیم .
- اندازه گیری گرده جوش شیاری
- اندازه گیری گلویی جوش گوشهایی (محدب،مقعر)
- اندازه گیری ساق جوش گوشهایی
ب) گیج جوشکاری HIGH-LOW
با استفاده از گیج جوشکاری HIGH-LOW میتوانیم موارد زیر را اندازه گیری کنیم . گیج جوشکاری HIGH-LOW یکی از گیج های مهم در بازرسی چشمی VT است .
- اندازه گیری شعاع گرده جوش شیاری
- اندازه گیری HIGH-LOW داخلی
- اندازه گیری HIGH-LOW خارجی
- اندازه گیری ساق جوش گوشه



ج) گیج جوشکاری V-WAC یـــــا گیج جوشکاری UNDERCUT
با استفاده از گیج جوشکاری V-WAC یـــــا گیج جوشکاری UNDERCUT میتوانیم موارد زیر را اندازه گیری کنیم .
- اندازه گیری عمق بریدگی کناره
- اندازه گیری ارتفاع گرده جوش شیاری
- اندازه گیری ساق جوش گوشهایی


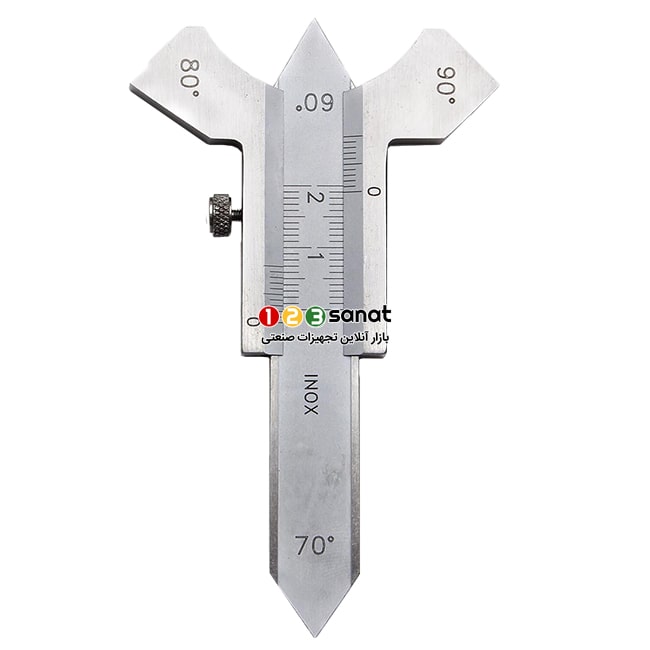
د) گیج جوشکاری SEAM
با استفاده از گیج جوشکاری SEAM میتوانیم موارد زیر را اندازه گیری کنیم .
- کنترل زاویه شیار ۶۰،۷۰،۸۰،۹۰ درجه
- اندازه گیری گلویی جوش گوشه ایی
- اندازه گیری ارتفاع گرده جوش شیاری

ه) گیج جوشکاری TAPER
با استفاده از گیج جوشکاری TAPER میتوانیم موارد زیر را اندازه گیری کنیم . گیج جوشکاری TAPER یک گیج های مهم در بازرسی چشمی VT برای اندازه گیری ROOT GAP در جوشکاری است .
- اندازه گیری فاصله درز


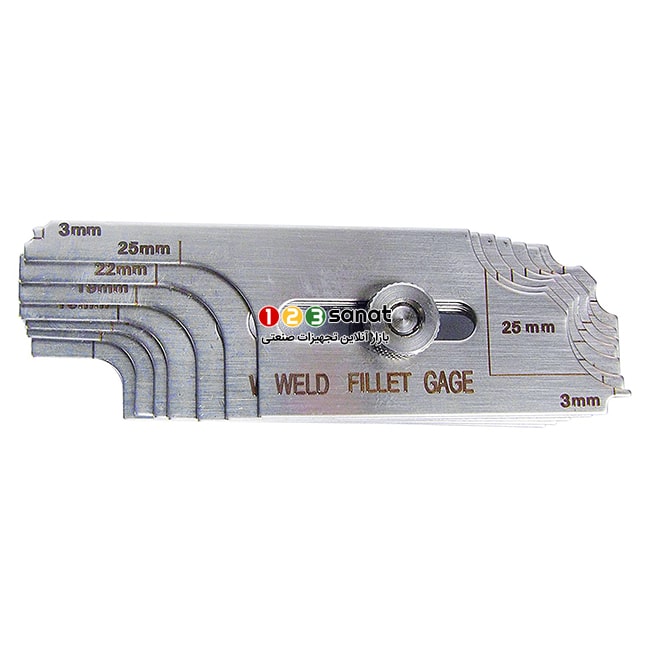
و) گیج جوشکاری FILLET
با استفاده از گیج جوشکاری FILLET میتوانیم موارد زیر را اندازه گیری کنیم .
- کنترل سایز جوش گوشهایی (محدب،مقعر،تخت)

چرا تست چشمی VT اولین و مهمترین تست غیرمخرب است ؟!
بازرسی چشمی جوش ، اولین گام برای تست جوش است چرا که نیاز به تجهیرات زیادی ندارد و در بسیاری از مواقع با چشم غیر مسلح انجام میشود .
دلیل دیگر اهمیت تست چشمی این است که اگر یک جوش از تست VT مردود شود دیگر نیاز به انجام سایر تست های جوش مانند PT , UT , MT نیست . ابتــــه که نباید طرف دوم قضیه را فراموش کرد چرا که اگر جوشی از نظر تست چشمی قابل قبول باید نمیتوانیم بصورت قطعی بیــــان کنیم که این جوش بدون عیب است و نیاز به سایر تست های جوش هست تا از قابلیت اطمینان پذیری جوش مطمئن بشویم .
آیــــا همیشه نیاز است علاوه بر تست چشمی سراغ سایر تست های غیر مخرب NDT برویم ؟!
اگر بخواهم پاسخ را در یک کلمه جواب را بیان کنم باید بگویم بستـــــــگی به حساسیت و قابیلیت اطمیــنان پذیری جوش مورد نظر شما دارد ، قطعاً که جوش ها در کیفیت های مختلف انجام میشوند و حساسیت جوش مخزن تحت فشار با حساسیت جوش اتصالی در و پنجــــره برابر نیست لذا محدوده پذیرش جوش هم متفاوت است و اینجاست که مرز بین جوش قابل قبول و جوش مردود مشخص میشود .
سیر تا پیاز تست التراسونیک UT
تست التراسونیک UT یکی از متــــداولترین روشهای تست غیر مخرب NDT میباشد و به علت کاربرد فراوان جایگاه ویژه ایی در بین سایر تست های غیر مخرب دارد .
در مقاله { ۰ تا ۱۰۰ بازرسی جوش } به معرفی انواع تست های جوش پرداختیـــم لطفاً قبل از مطالعه این مقاله ، آن را مطالعه فرمایید.
تست التراسونیک UT مبتنی بر امواج فراصوت است این امواج که توسط مبدل تولید میشوند از محدوده شنوایی ما که بین ۲۰ هرتز تا ۲۰ کیلوهرترز است خارج است ، این امواج که توسط مبدل تولید میشوند به درون قطعه فرستاده میشود و سپس منعکس میشود و بدین صورت میتوان عیوب سطحی و زیر سطحی درون قطعه را مشاهده کرد .


کاربرد تست التراسونیک UT
تست التراسونیک UT روشی غیرمخرب است که در آن امواج فراصوت به طرف قطعه فرستاده شده و بدین ترتیب عیوب سطحی و زیرسطحی ماده مشخص میشود . و مکانیزم عملکرد آن به این صورت است که سرعت صوت در مواد مختلف متفاوت است لذا به تغیر سرعت صوت در قطعه به عیب درون آن پی خواهیم برد .
امروزه تست التراسونیک UT به دلیل قدرت نفوذ بالای امواج فراصوتی، و حساسیت بالای تجهیزات مربوط به آن، هزینه های نسبتا پایین و سرعت عمل مناسب در کنترل کیفیت محصولات فرآیند های تولید مانند قبیل کشش، نورد، فورجینگ یا آهنگری و کستروژن دارای محبوبیت فروان است یکی دیگر از کابردهای تست التراسونیک UT در تشخیص عیوب جوش است که نسبت به سایر کاربردهای تست UT متداول تر است .
نحوه کار تست التراسونیک
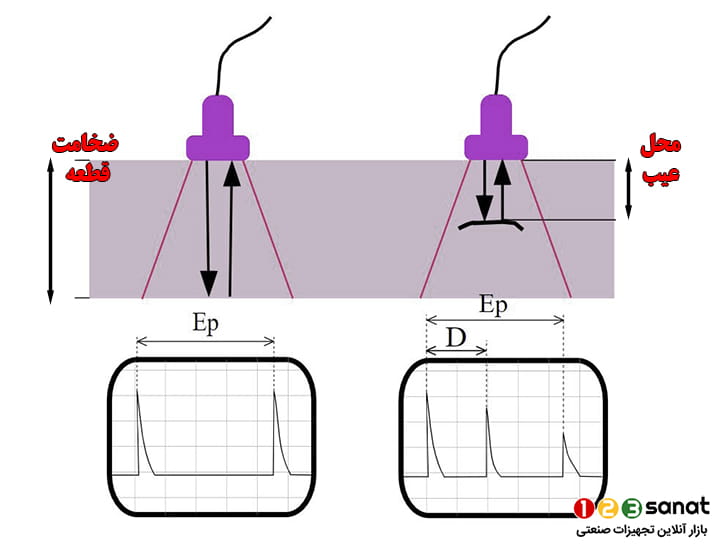
در تست التراسونیک امواج با فرکانس ۵ تا ۲۵ مگاهرتز توسط مبدل تولید میشوند و به داخل قطعه مورد تست هدایت میشوند و هنگامی که این امواج در مسیر حرکت خود به عیوب احتمال موجود در قطعه مانند تخلخل ، ترک و ناخالصیهای حبس شده برخورد میکنند ، منعکس میشوند و بازتاب امواج فراصوت که از ماده مورد تست ساطع میشوند پس از تبدیل ، بصورت سیگنال در صفحه نمایشگر نشان داده میشود که بازرس جوش با تحلیل این سیگنال ها میتواند به مکان ، عمق و سایز عیب احتمالی در جوش پی ببرد .
برای مثال به شکل زیر دقت کنید وقتی یک موج توسط دستگاه فرستاده میشود و سپس برمیگردد دو پالس در صفحه نمایشگر نشان داده میشود که پالس اول نشان دهنده سطح قطعه و پالس دوم نشان دهنده سطح انتهایی قطعه است . حال اگر بین این دو پالس میان پالسی تشکیل بشود نشانگر وجود عیب در داخل قطعه است .
مزایای تست التراسونیک
- تشخیص عیوب سطحی و زیر سطحی
- ضخامت سنجی به منظور بررسی میزان خوردگی، سایش و …
- اندازه گیری خواص مواد از جمله سرعت صوت در ماده، مدول الاستیک و…
- عیوبی با اندازه حداقل انداره ۰.۱ میلیمتر قابل ارزیابی است.
- تشخیص ترک های خستگی در قطعات که در اثر بار دینامیکی به وجود میآید .
معایب تست التراسونیک
- وم دسترسی پروب به سطح قطعه کار
- نیاز به کارشناس ماهر و آموزش دیده
- عدم امکان در بازرسی قطعات نازک
- تداخل و ایجاد مشکل در بازرسی قطعات چند لایه کامپوزیتی
روش های تست پیشرفته التراسونیک
۱) روش تست پیشرفته التراسونیک فیزاَری phased array
تست التراسونیک phased array روش جدیدتر و بهینه تر تست التراسونیک سنتی است و علت پیدایش آن اقتصادیتر بودن بازرسی قطعات با کاهش زمان بازرسی توسط فیزاَری است . روش متداول التراسونیک نیازمند حرکت چندین باره فرستنده روی سطح قطعه مورد ارزیابی است که همین موضوع سبب زمانبر شدن روبش و کاهش سرعت تست است .
در سیستم التراسونیک معمولی هر پراب با یک زاویه خاص میباشد که همین موضوع سبب میشود زمان تست در مقایسه با فیزاَری phased array که تنها یک پراب دارد بیشتر باشد و راندمان کلی کاهش یابد .
در روش فیزاَری phased array با یکبار اسکن سطح قطعه کار میتوان به همان نتایجی رسید که در روش التراسونیک معمولی نیازمند حرکت چندباره پراب بر روی سطح قطعه کار است .
از مهمترین معایب التراسونیک معمولی این است که قدرت تشخیص ترک های هم راستای امواج صوت را ندارد و این مشکل اساسی خوشبختـــانه تا حد زیادی توسط روش تست پیشرفته التراسونیک فیزاَری phased array حل شده است .
سرعت تست در روش فیزاَری بطور قابل ملاحضه ایی نسبت به روش تست التراسونیک معمولی بیشتر است برای مثال برای بازرسی هر متر اتصال جوش با روش التراسونیک معمولی نیاز به ۲۰ دقیقه زمان است در حالیکه با روش فیزاَری بازرسی هر متر اتصال جوش کمتر از ۳۰ ثانیــه زمان میبرد .

۲) روش تست فرستندههای صوتی الکترومغناطیس EMAT
روش فرستندههای صوتی الکترومغناطیس EMAT) Electromagnetic Acoustic Transducers) یک روش تست غیر مخرب است که براساس امواج الکترومغناطیس کار میکند . مزیت عمده EMAT عدم نیــاز به تماس با سطح است که خود یک مزیت بسیار بزرگ محسوب میشود چرا که بازرسی سطوح خشن ، داغ و فوق سرد با روش التراسونیک سنتی عملاً غیر ممکن است . تست EMAT امروزه جایگاه خود را به عنوان یک روش تست غیر مخرب در بازرسی خطوط لوله های تحت فشار ، بویــلرها و خطوط راه آهن پیدا کرده است .
اساس کار EMAT بر اصل ایجاد امواج التراسونیک در داخل مواد رسنا یا مغناطیس است که اصولاً دستگاه EMAT از سیم پیچ و آهنربا تشکیل شده است .
سیم پیچ EMAT که از آن جریان الکتریکی متناوب عبور میکند، در میدان مغناطیسی یکنواخت (B)، نزدیک سطح نمونه مورد بررسی قرار داده شده و سیمپیچ باعث القاء جریانهای گردابی (J)، در سطح نمونه میشود.
در اثر برهمکنش جریانهای گردابی با میدان مغناطیسی نیروهای لورنتز (Lorentz (f بوجود میآیند:
f= JxB
در اثر برهمکنش نیروهای لورنتز با شبکه اتمی ماده مورد بررسی امواج التراسونیک در سطح ماده بوجود میآید که در روش تست EMAT با عبور کردن این امواج از قطعه مورد تست ، عیوب موجود در آن ظاهر میشود .
کاربرد روش EMAT بشرح زیر است : بازرسی نازک شدگی جداره مخازن ، بازرسی ترک های خوردگی و خستگی ، تشخیص عیوب مختلف در جوش و اندازه گیری تنش پسماند
در ویدیوی زیر با نحوه کار تست EMAT آشنا میشوید.
برچسب ها :
۰ تا ۱۰۰ آتیک امیشن (Acoustic Emission (AE
آتیک امیشن یا نشر آوایی (AE) که مخفف کلمه انگلیسی Acoustic Emission است یک روش تست غیر مخرب NDT است که در آن با استفاده از سینگنال آتیک فرکانس بالا (در محدوده ۱۰KHZ تا ۱۰۰KHZ گاهاً این فرکانس میتواند تا ۱MHZ باشد) است . این سیگنـال که از درون اجسام و قطعات فرستاده میشود و با تحلیل سیگنال های خروجی میتوانیم میتوانیم عیوب را مشخص کنیم .
عمده کاربرد آتیک امیشن در موارد زیر است :
- تشخیص اصطحکاک
- تشخیص اصطحکاک و وجود سایش در بیرینگ (بلبرینگ،رولبرینگ،یاتاقان) در اثر تمام شدن گریس یا روانکار
- تشخیص ضربه در مکانیزم های دوار که بعلت لقی بیش از حد ایجاد ضربه میکند
- تشخیص تربولانس در مخازن تحت فشار که وجود نشتی بیش از حد سبب ایجاد جریان توربلانت (turbulent) میشود .
- تشخیص عیوب در قطعات تولید شده
- تشخیص عیوب در جوش
- تخمین عمر سازه


برای مثال برای تست سلامت یاتاقان الکتروموتور(بلبرینگ الکتروموتور) با استفاده از آتیک امیشن به این صورت عمل میشود:
سیگنال یک الکتروموتور فرکانس بالایی را تولید میکند و این سیگنال فرکانس بالا به سنسور دستگاه آتیک امیشن برخورد میکند که روی سطح یاتاقان قرار دارد از آنجایی که این سنسور یک کریستال پیزوالکتریک است امواج مکانیکی فرکانس بالا را به ولتـــاژ تبدیل میکند .
و در نهایت بعد از تحلیل داده عای ورودی و خروجی توسط آنالیزور دستگاه آتیک امیشن عددی به دسی بل بر میکرو ولت به عنوان خروجی به کاربر نشان داده میشود .
حال اگر گریس یاتاقان تمام شده باشد یا یاتاقان عمر خود را کرده باشد ایجاد لرزش میکند و با استفاده از نشرآوایی میتوان به آن پی برد .
تست آتیک امیشن یک تکنیک غیرفعال است که سیگنال های تولید شده در قطعه مانند لرزش ، توربلانت شدن جریان را تحلیل میکند همین موضوع تفاوت اصلی این روش با سایر روش های تست غیر مخربNDT متداول مانند تست التراسونیک است که در آنها برای بدست آمدن اطلاعات در مورد وجود عیب نیاز به ارسال سیگنال به داخل قطعه داریم .
این روش در سال ۱۹۵۰ میلادی در دانشکده متـــــالوژی دانشگاه فنی مونــــیخ توسط Joseph Kaiser ابداع شد و مطالعات و تحقیقات گستردهایی که بعداً انجام شد منجر به تجاری سازی و صنعتی شدن روش آتیک امیشن شد .
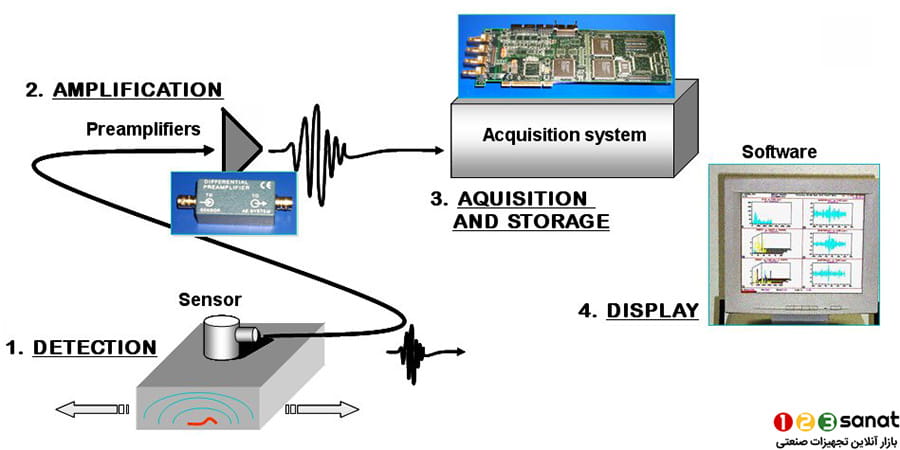
اصول بازرسی به وسیله تست اتیک امیشن
همانـــطور که اشاره شد اساس کار آتیک امیشن بر تحلیــل سیگنال های ساطع شده از قطعه است ، در تست نشر آوایی نیروهای اعمال شده به قطعه باعث ایجاد منابعی میشود که امواج فراصوتی صادر میکند و بطور کلی این تحریک هم میتواند توسط منابع داخلی و هم منابع خارجی صورت بگیرد برای مثال در تست بلبرینگ الکتروموتور این منبع داخلی است و در تست وجود ترک در داخل قطعه از یک منبع خارجی (وارد کردن تنش) برای تحریک و ارسال سیگنال استـفاده میشود . لذا به این فرآیــند که منجر به تولید امواج آتیک امیشن میشود اتفاق یا حادثه آتیک امیشن گفته میشود .
مراحل انجام تست نشرآوایی بطور خلاصه بصورت زیر است :
- قطعه مورد تست در اثر بارگذاری های موجود (داخلی-خارجی) تنش های مکانیکی در آن شکل میگیرد .
- قطعه تحت بارگذاری انرژی را بصورت موج ارسال میکند.
- موجهای منتشرشده به سنسور های اتیک امیشن برخورد میکند.
- سنسورهای موجود امواج مکانیکی ارسال شده را دریافت کرده و به سیگنالهای اتیک امیشن تبدیل میکند .
- سیگنال های الکتریکی دریافت شده بصورت داده های الکترونیکی تبدیل میشوند .
- اطلاعات بدست آمده توسط آنالیــــزور آتیک امیشن بصورت دیاگرام نشان نشان داده میشود .
- کارشنـــــاس مربوطه میتواند با بررسی دیاگرام ها و اطلاعات خروجی نتایج تست زا تحلیل کند .
تفاوت آتیک امیشن با سایر روش های متداول تست غیر مخربNDT
- سیگنال اولیــــه آن توسط منبع داخلی (داخل قطعه) تولید میشود .
- سایر روش های متداول تست غیر مخربNDT ناپیوستــگی های موجود در داخل قطعه را دنبال میکند در حالیـــکه در نشرآوایی به تحلیــل نشر صوتی میپردازیم .
مزایا و محدودیت های آتیک امیشن
مزایـــا
- نسبت به سایر روش های متداول تست غیر مخربNDT قادر به تشخیص عیوب در عمقهای زیاد است . با استفاده از نشرآوایی میتوان از وجود عیب تا عمق چندین متر زیر سطح سنسور پی برد .
- قادر به تشخیص عیوب بسیار ریز در محدوده ۱m است .
- این روش قادر است یک سازه را در شرایط عملیاتی تست کند لذا میتواند در مانیتورینگ پیوسته تجهیزات مورد استفاده قرار بگیرد چرا که لازم نیست سازه از چرخه عملیاتی خارج شود .
- بازرسی با این روش سرعت بالایی دارد و در نتیجه راندمان کار بسیار بالا است .
- این روش نسبت به هندسه قطعه دارای حساسیت کمتــــری است .
- این روش در مقایسه با سایر روش های متداول تست غیر مخربNDT بعلت کارایی بیشتر ارزش سرمایه گذاری بالایی دارد
محدودیت
- در این روش عیوب ایستــــا ، عیوبی که نه رشد میکنند و نه حرکت قابل شنـــاسایی نیستند البتــــه این محدودیت با اعمال تنش خارجی تا حدودی برطرف شده است .
- معیـــاری برای ارزیابی نتایج حاصل از تست نشرآوایی وجود ندارد و تحلیل نتـــایج کاملاً بستگی به دانش و تجربه کارشناس مربوطه دارد .
برچسب ها :
۰ تا ۱۰۰ تست مایع نافذ PT
معرفی تست غیر مخرب مایع نافذ PT
مایع نافذ PT که مخفف کلمه انگلیسی Penetrant Test است یکی از متــداول ترین روش های تست غیر مخرب NDT است . اساس تست غیر مخرب مایع نافذ PT نفوذ مایع نافذ به داخل درزها و ترک ها می باشد موجود در قطعه است . ساختار مایع نافذ طوری است که میتواند در کوچکترین ترک ها و شکاف ها نفوذ کند.
روش مایع نافذ PT اولین بار در اوایل سال ۱۹۴۰ میلادی با عنوان Whiting Test در بازرسی خطوط راه آهن بکار گرفته شد. در این روش از ماده نفت سفید بعنوان مایــع نافذ و از پودر گچ سـفید(کربنـات کلسـیم) بعنوان ظاهرسازاستفاده شد .
امروزه هنوز اسـتفاده از نفت سفید و پودر گچ سفید برای بازرسی قطعات غیرحساس مانند خطوط راه آهـن و آشکارسـازی تـرک های بزرگ تر از ۰٫۰۵ میلی متر بعلت ارزان بودن مواد اولیه روش قابل قبولی محسوب می شود . البته لازم به توضیح است که گاهی اوقات بجای نفت سفید میتوان از بنزین یا گازوییل استفاده کرد اما استفاده از نفت سفید نتایج بهتری را میدهد .
برای بازرسی خطوط راه آهن با اسـتفاده از نفت سفید و پودر گچ سفید پس از ریختن نفت سفید روی منطقه مورد تست از خط آهن، مدت زمانی بـین ۱۰ تـا ۱۵ دقیقه فرصت داده می شود تا نفت سفید به داخل ترک ها و شکاف های احتمالی نفوذ کند و سپس نفت سفید باقی مانده توسط پارچه تنظیف پاک میشود سپس با پاشیدن پودر گچ سـفید نفت سفید باقیمانده در داخل ترک ها و شکاف ها با نفت سفید واکنش داده و محل وجود ترک را به ما نشـــــان میدهد .

تعاریف مهم تست غیر مخرب مایع نافذ PT
مایع نافذ ( Penetrant Media )
در روش تست غیر مخرب مایع نافذ PT ، به مادهیی با دانه بنده ایی فوق ریز که قادر است در داخل ترک ها و شکاف ها نفوذ کند، مایع نافذ گفته میشود .
مــایع نافذ در سه حالت زیر مورد استفاده قرار می گیرند :
- ماده نافذ قابل شستشو با آب ( Water Washable Penetrant)
- ماده نافذ قابل استفاده با امولسیون ( Post-Emulsifiable Penetrant )
- ماده نافذ با حلال مخصوص ( Solvent- Removable Penetrant )
زمان نفوذ ( Dwell Time )
مدت زمان کافی برای نفوذ مایع نافذ در داخل ترک ها و شکاف ها، را زمان نفوذ می گویند.
پاک کردن مایع نافذ اضافی ( Removing )
به عملیات برداشتن و پاک نمودن مایع نافذ اضافی از سطح کار ، Removing گفته می شود.
مایع آشکارساز ( Developer Media )
مایع آشکارساز یا Developer ، ماده ایی است که با مایع نافذ واکنش میدهد و این واکنش با کشیده شدن مایع نافذ از داخل ترک ها و شکاف ها و در نتیجه ظاهر شدن آن همراه است .

اسامی دیگر تست غیر مخرب مایع نافذ
روش بازرسی به روش مایعات نافذ علاوه بر نام متداول تر آن یعنی تست PT با نام های دیگر زیر شنــــاخته میشود :
- (Dye penetrant inspection (DPI
- (Liquid penetrate inspection (LPI
روش کار تست غیر مخرب مایع نافذ PT
سطح قطعه مورد آزمایش بوسیله مایع نافذ آغشته می شود . که این مایع نافذ هم میتواند توسط اسپری کردن و هم توسط پاشیدن سطح قطعه مورد نظر را آغشته کند .
مایع نافذ به داخل ترک ها و شکاف های احتمالی موجود در قطعه نفوذ میکند و پس پاک کردن سطح قطعه کار از وجود مایع نافذ سطح قطعه کار مانند قبل از آغشتــه کردن سطح به مایع نافذ دیده میشود .
در گام بعدی پس از آغشته کردن سطح قطعه کار به مایع آشکارساز یا Developer ، مایع نافذی که داخل ترک ها و شکاف ها گیر افتــاده بود به سطح کشیده میشوند و به عبــــارت دیگر عیوب قطعه کار را ظاهر میشود .
مزیت تست غیر مخرب مایع نافذ PT
- در تست غیر مخرب مایع نافذ PT این قابلیت وجود دارد که عیوبی که روی سطح وجود دارد را نمایان کند. لازم به ذکر است خطر وجود ترک و شکاف روی سطح خطرناکتر از وجود ترک و شکاف در داخل سطح است و علت آن در دو دلیل خلاصــــه میشود ۱) در بیشتر بارگذاری ها از جمله خمشی و پیچشی تنش در سطح ماکزیمم است وجود کوچکترین ترک در سطح قطعه کار میتواند عمر قطعه را بشدت کاهش بدهد ۲) وجود ترک در سطح قطعه کار باعث تسریع خوردگی میشود . در ضمن اصولاً عیوب مضـری ماننـد تـرک هـای خسـتـــگی (Fatigue Cracks) و تـرک هـای ناشـی از خوردگی (Stress Corrosion Cracking)، در ابتدا از سطح قطعه شروع می شوند.
- در مقایسه با سایر روش های متداول غیرمخرب NDT، هزینه آزمایش بسیار کمتر می باشد .
- تست غیر مخرب مایع نافذ PT بر روی انواع فات مغناطیسی و غیرمغناطیس و همچنین جامدات غیرفی نظیـر سـرامیک، شیشه و قطعات پلاستیکی کاربرد دارد .
- برخلاف سایر روش های متداول غیرمخرب NDT مانند آزمایشهای آلتراسونیک UT، پرتونگاری و خصوصاً جریان گردابـی ، که شکل هندسـی بر روی آزمایش تاثیر مستقیــــم دارد ، در تست غیر مخرب مایع نافذ PT هندسه شکل بر روی آزمایش تاثیر ندارد .
محدودیت تست غیر مخرب مایع نافذ PT
- بزرگترین محدودیت تست غیر مخرب مایع نافذ PT این است که فقط عیوبی قابل آشکار خواهند بود که به سطح قطعه راه پیــدا کرده باشند قابل شنــــاسایی است .
- بازرسی سطوح فوق سرد و سطوح فوق داغ بعلت به ترتیب انجماد مایع نافذ و تبخیر مایع نافذ ، موفقیت آمیز نخواهد بود .
- مایع نافذ PT بر روی قطعات ریختگی در شن که دارای سطح ناهموار است ، موفقیت آمیز نخواهد بود .

انواع روش های تست غیر مخرب مایع نافذ PT
طبق استاندارد ASTM-E165 آزمایش با مواد نافذ به دو کلاس زیر تقسیم می شود :
- مایع نافذ رنگی (Visible Liquid Penetrant)
- مایع نافذ فلورسنـــتی ( Fluorescent Liquid Penetrant )
در تست با مواد نافذ رنگی (Visible Liquid Penetrant) به بازرسی سطح در نور معمولی قابل انجام است امــــا در تست با مواد نافذ فلورسنـــتی ( Fluorescent Liquid Penetrant ) بازرسی سطح نیاز به نور ماوراء بنفش است .
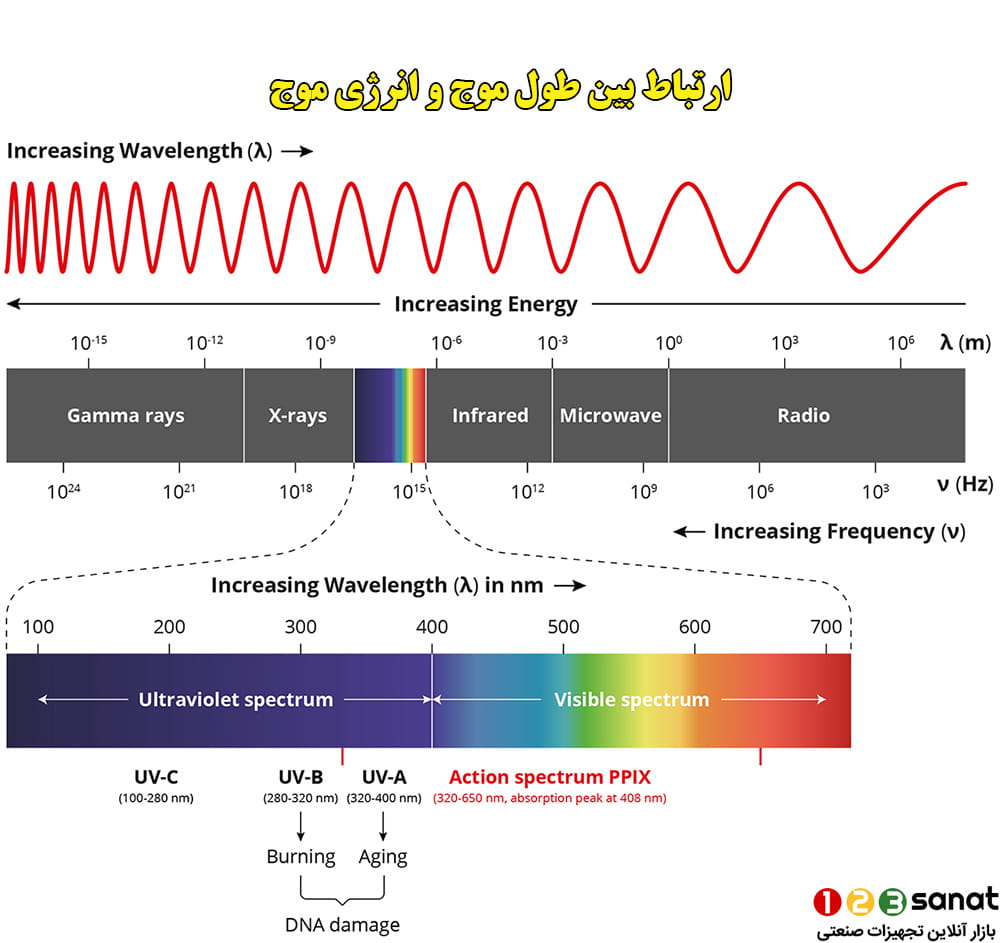
چشم انسان قادر است تا رنگ هایی با طول موج ۳۸۰ تا ۷۷۰ نانومتر را مشاهده کند. یعنی هر رنگی که دارای طول موج خارج از این دسته را داشته باشد به عنوان یک ماده بدون رنگ مانند آب مورد دید انسان قرار خواهد گرفت.
رنگ های فلوئورسنت رنگ هایی با طول موج کمتر از ۳۸۰ نانومتر هستند که با توضیح بالا چشم انسان قدرت دید و شناسایی آنها را ندارد. برای رؤیت این گونه از رنگ ها از لامپ فرابنفش (Ultra Violet – UV) استفاده میشود. این لامپ با فرستادن انرژی اضافی به رنگ فلوئورسنت موجب کاهش فرکانس آن رنگ می شود، که سبب مشاهده آن با چشم میشود .
کاهش فرکانس رنگ فلوئورسنت توسط لامپ UV، موجب افزایش طول موج رنگ فلوئورسنت خواهد شد. این تابش از طرف لامپ UV تا جایی روی رنگ فلوئورسنت ادامه می یابد که فرکانس به اندازه کافی ضعیف شده، از طرفی طول موج به اندازه کافی افزایش یابد تا طول موج رنگ فلوئورسنت بالاتر از حداقل محدوده طول موج هایی که چشم انسان قادر به شناسایی آنها است، قرار گیرد. در این لحظه رنگ فلوئورسنت به صورت موقت دارای رنگ فسفری یا پرتقالی گردیده و توسط بازرس قابل رؤیت است .
بدیهی است به محض خاموش شدن لامپ UV و افزایش فرکانس طول موج کاهش یافته و مجدداً ماده فلوئورسنت بی رنگ خواهد شد. مواد نافذ فلوئورسنتی جهت جاهایی که تاریک بوده و امکان رؤیت رنگ قرمز وجود ندارد، تولید شده اند تا با استفاده از لامپ UV منجر به تولید رنگ فسفری گردند و مورد شناسایی قرار گیــرند.
استفاده از لامپ UV ممکن است برای پوست و اندام های مختلف ضرر داشته باشد، ولی آنچه واضح است ضرر این تجهیزات به ماهیچه ها و بافت چشم انسان است. این ضرر به خاطر اعمال انرژی بیش از حد لامپ UV است. از این رو ضمن اینکه در هنگام روشن بودن لامپ UV به هیچ وجه نباید به لامپ مستقیما نگاه کرد، همچنین باید از عینک های ضد UV در حین تست استفاده شود. در غیاب عینک همچنین می توان از فیلترهای تعبیه شده در جلوی لامپ نیز کمک گرفت.
مراحل تست با مایع نافذ
مراحل تست با مایع نافذ با استفاده از مایع نافذ رنگی (Visible Liquid Penetrant) و مایع نافذ فلورسنـــتی ( Fluorescent Liquid Penetrant ) تقریباً شبیه هم است با این تفاوت که در بازرسی قطعهایی که از مایع نافذ فلورسنـــتی استفاده شده است نیاز به نور ماوراء بنفش داریم . و بقیه مراحل تقریباً مشابه هم و مطابق شکل زیر است .
۱) تمیزکاری (Cleaning)
وجود آلودگی روی سطح قطعه کار مانع نفوذ مایع نافذ به داخل ترک و شکاف روی سطح میشود ، لذا مهم است قبل از انجام آزمایش سطح از وجود آلودگی هایی مانند چربی ، زنگ زدگی و … پاک شود
۲) آغشته کردن سطح به مایع نافذ (Applying Penetrant)
پس از تمیز نمودن و خشک شدن قطعه ، سطح را به مایع نافذ آغشته میکنیم
۳) زمان توقف (Dwell Time)
در این مرحله، مدت زمانی بین ۵ تا ۶۰ دقیقه که بستگی به دو پارامتر سیالیت مایع نافذ و حساست آزمایش دارد ، فرصت داده میشود تا مایع نافذ به داخل ترک و شکاف روی سطح نفوذ کند .
۴) پاک نمودن مایع نافذ اضافی (Penetrant Removing)
پس از گذشتن زمان توقف (Dwell Time) ، باید سطح قطعه کار از مایع نافذ اضافی تمیز بشود . این تمیز کاری بستگی به نوع مایع نافذ استفاده شده در آزمایش دارد . همانطـــــور که قبلاً اشاره شد ۳ نوع مایع نافذ ماده نافذ قابل شستشو با آب ( Water Washable Penetrant) و ماده نافذ قابل استفاده با امولسیون ( Post-Emulsifiable Penetrant ) و ماده نافذ با حلال مخصوص ( Solvent- Removable Penetrant ) وجود دارد ، که با توجه به نوع آن باید تمیز کننده مخصوص خودشان مورد استفاده قرار بگیرد .
۵) خشک کردن سطح (Drying)
اگر چه خشک نمودن سطح قبل از آغشته کردن سطح به مایع نافذ (مرحله ۲) هم می بایست انجام شود امــــــا خشک کردن سطح قبل از آغشته شدن سطح با مایع آشکارساز یا Developer اهمیت بیشتری دارد ، چرا که وجود رطوبت روی سطح میتواند بر روی آزمایش تاثیر بگذارد .
۶) آغشته کردن سطح با مایع آشکارساز (Appling Developer)
در آخرین گام انجام تست با مایع نافذ با آغشته کردن سطح با مایع آشکارساز ، سبب میشویم تا عیوب موجود در سطح قطعه کار خودشان را نشان بدهد .
۷) مشاهده نتایج
پس از مدت زمان کوتاهی بتدریج مایع نافذ گیر افتاده درون ترک ها و شکاف های سطح جذب مایع آشکارساز یا Developer شده و تصویر ترک به رنگ قرمـز روی قطعه دیده خواهد شد .
۸) پاک سازی نهائی ( Final Cleaning )
پس از رؤیت سطح قطعه و نتیجه گیری از انجام آزمایش و ثبت گزارش باید سطح قطعه از وجود اثار انجام آزمایش پاک شود .


خواص مهم ماده نافذ
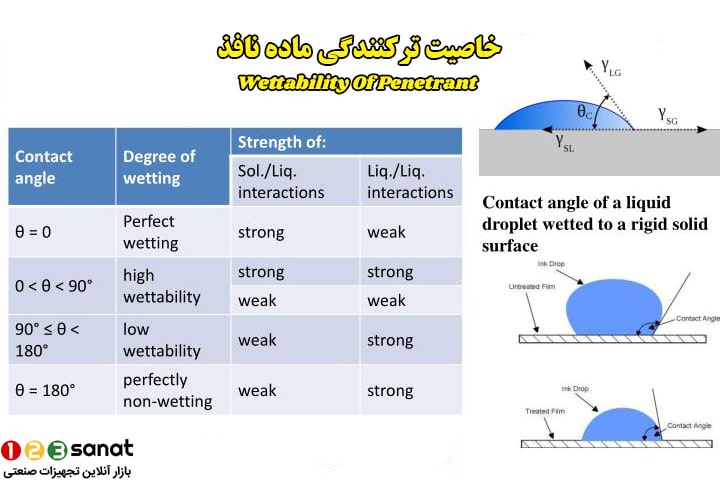
۱) خاصیت ترکنندگی ماده نافذ (Wettability of Penetrant)
خاصیت تر کنندگی یک ماده نافذ یکی از مهم ترین خواص آن ماده نافذ است. هر چقدر یک ماده نافذ بتواند سطح قطعه را راحت تر مرطوب ساخته و تر کند، سرعت تست و از طرفی کیفیت نهایی تست افزایش خواهد یافت. در مورد ترکنندگی تنها عاملی که مستقیماً روی ترکنندگی تأثیر گذار است زاویه ترشوندگی سطح پس از اعمال آن مایع است ، بطوریکه که اگر آن زاویه ترشوندگی کمتر از ۹۰ درجه باشد خاصیت تر کنندگی آن ماده خوب بوده و هر چه به سمت صفر درجه نزدیک باشد خاصیت ترشوندگی به سمت ایده آل پیش می رود. برعکس هر چه زاویه ترشوندگی سطح از ۹۰ درجه بیشتر باشد با افت ترشوندگی مواجه هستیم.
هر چقدر زاویه ترشوندگی از ۹۰ درجه کمتر باشد، ترشوندگی سطح راحت تر صورت پذیرفته و مایع نافذ راحت تر روی سطح حرکت خواهد کرد. از طرفی هر چقدر این زاویه کمتر باشد سطح مایع داخل عیوب به صورت مقعر شده سطح داخلی نواقص راحت تر مرطوب گشته و در هنگام انجام عمل موئینگی (Capilarity) شناسایی عیب سریع تر انجام می پذیرد.
همانطور که ملاحظه می کنید سطوح مقعر تر کردن سطح را بیشتر و سریعتر داده و حرکات بهتری در مجرای نواقص از خود نشان می دهند.
۲) ویسکوزیته یا گرانروی (Viscosity) ماده نافذ
هر چقدر یک ماده نافذ دارای ویسکوزیته کمتری باشد یعنی دارای سیالیت بیشتری بوده و راحت تر روی سطح قطعات حرکت می کند. از طرفی راحتی حرکت ماده نافذ روی سطح قطعه به کشش سطحی مایع نافذ نیز وابسته است. هر چقدر کشش سطحی مایع نافذ کم باشد سیالیت آن مایع افزایش خواهد یافت.
ویژگی های مایعات نافذ:
یک مایع نافذ ایده آل جهت تست PT باید دارای شرایط فیزیکی و شیمیایی زیر باشد :
۱- دارای پایداری شیمیایی و تطابق یکنواخت فیزیکی باشد یعنی براثر عوامل محیطی مانند رطوبت و دما فعل و انفعالات شیمیایی در داخل آن اتفاق نیفتد .
۲- دارای نقطه اشتعال بالاتر از C ۹۰ سانتیگراد باشد.
٣- زاویه ترشوندگی پایین و خاصیت ترکنندگی بالا داشته باشد (زاویه ترشوندگی حدود ۵ درجه باشد).
۴- ویسکوزیته پایین و سیالیت بالا داشته باشد.
۵- نفوذ سریع در ناپیوستگی ها داشته باشد.
۶- وضوح، شفافیت و دوام رنگ کافی داشته باشد.
۷- با قطعات مورد تست وارد واکنش نشود.
۸- مسمومیت زا نبــــاشد. معمولا در محیطهای بسته حتما باید فن مکنده روشن بوده و گردش هوا ایجاد شود.
۹- به آرامی خشک شود، یعنی به اندازه کافی زمان داشته باشد تا در نواقص نفوذ کند.
۱۰- بعد از نفوذ در نواقص بتوان مایع نافذ اضافی را به راحتی از روی سطح زدوده
۱۱- ارزان و به صرفه باشد.
۱۲- در مورد مایعات فلوئورسنتی، در مقابل نور لامپ UV بخار نشده و مشتعل نگردد.
برچسب ها :
۰ تا ۱۰۰ تست رادیوگرافی RT
بازرسی رادیوگرافی RT که مخفف کلمه انگلیسی Radiographic Testing است یکی از روش های بازرسی غیر مخرب NDT است .
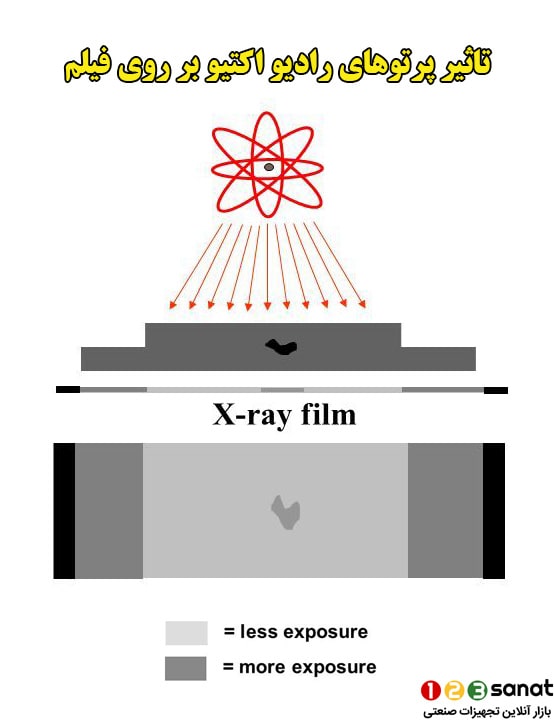
اساس بازرسی رادیوگرافی RT بر پایه اختلاف جذب انرژی تابش شده در داخل جسم است در این روش برای نفوذ اشعه به داخل جسم از پرتوهایی با انرژی بالا مانند پرتو ایکس و گاما استفاده میشود . با قرار دادن فیلم در زیر قطعه اشعه های فرستاده شده پس از عبور از داخل جسم اثر خودشان را روی فیلم باقی می گذارند و بازرس مربوطه با بازرسی این فیلم ها میتواند به عیوب احتمالی موجود در قطعه مانند تخلخل ، حبس ناخالصی و ترک و …. پی ببرد .
بازرسی رادیوگرافی RT بعلت مزایایی که بعداً به آن اشاره میکنیم یک روش کارآمد بازرسی غیر مخرب در بازرسی خطوط جوش ، بازرسی قطعات ریخته گری شده و …. است .
روش تست RT مطابق شکل زیر است .
دو منبع پرتو یا تشعشع که بیشترین استفاده را در بازرسی جوش دارند، دستگاه های اشعه ایکس و ایزوتروپ های رادیواکتیو می باشند. پرتوهای ساطع شده از این منابع دارای طول موج خیلی کوتاه (در حدود ۱/۱۰۰۰۰۰ موج نور مرئی یا کمتر از آن ) هستند که آنها را قادر می سازد تا به داخل موادی که نور را جذب با می کنند، نفوذ نمایند.
پرتوهای X توسط لامپ های اشعه X تولید می شوند؛ پرتوهای X و گاما می توانند کاملا متفاوت باشند، اما برای اهداف رادیوگرافی رفتاری مشابه دارند.
در گذشته به طور گسترده از رادیوم (یک ساطع کننده طبیعی اشعه گاما) برای رادیوگرافی صنعتی استفاده می گردید؛ ولی با به روی کار آمدن ایزوتوپ های تولید شده به صورت مصنوعی، استفاده از آن تا حد زیاد کاهش یافته است. در میان رادیوایزوتوپها، از سه مورد کبالت ۶۰، سزیم ۱۳۷ و ایریدیم ۱۹۲ بیشتر استفاده می شود. این رادیوایزوتوپها به ترتیب کاهش سطح انرژی (قابلیت نفوذ) نامگذاری شده اند.
امروزه منابع اشعه X بسیار متنوع هستند و لامپهای کوچک و قابل حمل اشعه X با محدوده KV ۵۰ تا شتابدهنده ها و بتاترونهای خطی غول آسا با محدوده ولتاژ ۳۰-۱ میلیون ولت را شامل می شوند
قطعه ای که باید رادیوگرافی شود
قطعه مورد نظر برای انجام تست RT بخشی مهم از انجام تست میباشد ، همانگونه که قبلاً اشاره شد ، اساس فرآیند رادیوگرافی به جذب تفاضلی پرتو در زمان نفوذ پرتو به داخل قطعه است و میزان جذب پرتو به دو عامل کلیدی وابسته است :
۱) مقدار جرم قطعه
۲) قدرت نفوذ منبع پرتو
مقدار جرم به دانسیته یا ترکیب شیمیایی قطعه و به همان اندازه مقدار یا ضخامت قطعه وابسته است. بطور کلی، هرچه عدد اتمی ماده بالاتر باشد، مقدار پرتو جذب شده بیشتر و مقدار پرتو نفوذ نموده به قطعه برای رسیدن به فیلم کمتر خواهد بود و از طرفی میزان پرتو عبوری از مقاطع نازک بیشتر از مقاطع ضخیم می باشد.
قدرت نفوذ منبع پرتو به کیلوولت انتخابی روی دستگاه اشعه x یا ایزوتوپ خاص انتخاب شده برای رادیوگرافی گاما بستگی دارد. با افزایش انرژی منبع پرتو، نفوذ آن به داخل مواد ضخیم تر یا چگالتر، آسانتر می گردد.
این دو متغیر را بخاطر داشته باشید، زیرا عامل اختلافات بوجود آمده انجام تست RT می باشند که دلیلی موجه برای اختلافات حاصله در مناطق تاریک و روشن بر روی تصویر رادیوگرافی است.
مناطق تاریک تصویر نشان دهنده بخشهایی از قطعه تست هستند که نفوذ از آنها آسانتر صورت گرفته است،(چون پرتوبیشتری از آن عبور کرده است و تاثیر بیشتری روی فیلم گذاشته است) حال آنکه مناطق روشن تر نشان دهنده مناطقی از قطعه هستند که نفوذ در آنها مشکلتر است .
ابعادی از عیب که موازی جهت پرتو هستند اغلب تصویری قابلت تشخیص ایجاد می کنند، در حالیکه در ابعاد عمود بر جهت پرتو احتمال تشکیل تصویر واضح بسیار کم است. از اینرو، انجام تست RT باید جهات مختلف انجام شود .


مزایا و محدودیت های رادیوگرافی
مزایای تست RT
از آنجایی که رادیوگرافی بر اساس جذب پرتو عمل میکند . برخی از مشکلات و وضعیت های دشوار را مانند سایر روشهای متداول تست غیرمخرب NDT ندارد ، برای مثال در رادیوگرافی محدودیت جنس نداریم و از آنجایی که پرتو به داخل جسم نفوذ میکند ، رادیو گرافی برای ناپیوستگی های سطحی به همان اندازه ناپیوستگیهای داخلی مناسب می باشد.
اگرچه برای هندسه پرتودهی مومات دارد، ولی در بازرسی به روش رادیوگرافی به پیش شرط موازی بودن سطوح نیازی نیست. رادیوگرافی با فیلم چندلایه یک محدوده ضخامتی وسیعی را فراهم می آورد که می توان با یک پرتودهی تکی به علایم صحیح و معتبری دست یافت، مزیت دیگر رادیوگرافی این است که سابقه ای دانمی هم برای مشتری و هم برای سازنده جهت مرور و بررسیهای کیفی (عکس دائمی ) فراهم می آورد.
اگرچه جنبه های هنری روش مرسوم رادیوگرافی از جنبه علمی آن بیشتر است، ولی برای سازگار نمودن آن با متغیرهای موجود در یک تکنیک به مطالعات گسترده و اضافی نیاز نمی باشد.
محدودیت های تست RT
مسلما یک محدودیت اصلی این روش در خطر قرار گرفتن اپراتور رادیوگرافی و پرسنل نزدیک به آن در معرض تشعشع می باشد. به طور معمول رادیوگرافی به تاسیسات یا نواحی ای نیاز دارد که در آنها بتوان پرتودهی را به روشی کنترل شده و بدون به خط انداختن پرسنل انجام داد که این خود نیاز به سرمایه گذاری جداگانه است .
رادیوگرافی توانایی کشف ترکهای موازی با پرتو اعمالی را دارد، نظیر ترک هایی که معمولا عمود به سطوح صفحه هستند. ولی، غالبأ نمی تواند تورق موجود در صفحه را تشخیص دهد.
در سایر روش های تست غیرمخرب NDT با انتخاب تکنیک مناسب، امکان کشف چنین شرایطی وجود دارد. در نتیجه، زمانی که از رادیوگرافی به عنوان یک روش بازرسی استفاده می شود، جهت گیری عیب یا ناپیوستگی یک فاکتور کلیدی می باشد.
سایر محدودیتهای این روش عبارتند از:
- هزینه بالای ماشین آلات و تجهیزات اشعه X
- برنامه های ایمنی جهت حفظ سلامتی کارکنان
- کنترل مقدار مجاز پرتو جذب شده
- تجهیزات لازم برای فرآوری فیلم
- ساخت فضای مخصوص از بتن سنگین برای کاهش تششعات
برچسب ها :
ترموگرافی چیست و چه کاربردی دارد ؟!
دمانگاری یا ترموگرافی به انگلیسی Thermography از روشهای تصویربرداری فروسرخ است. گاهی به آن تصویربرداری دمایی نیز گفته میشود. در این روش دوربینهای دمانگار تابش فروسرخ طیف الکترومغناطیسی (طول موج ۹ تا ۱۴ m) را دریافت کرده و از آنها نگاشت حرارتی تهیه میکنند. به این صورت که نقاط در تصویر با دمای مختلف بصورت طیف رنگی متفاوت دیده میشوند . (منبع ویکی پدیـا)
بر اساس قانون استفان – بولتـــزمن مقدار انرژی کل که یک جسم از خودش تابش میکند طبق رابطه زیر بدست میآید و در این رابطه واحد T برحسب درجه کلوین است و طبیعی است که هر جسمی که دمایی بالاتر از صفر کلوین داشته باشد از خود انرژی تابش میکند و این اساس کار ترموگرافی است .
![]()
J*= آهنگ تابش گرما
T= دمای ترمودیــنامیکی
Ɛ = ثابت گسیلندگی جسم
Ϭ = ثابت استفان – بولتـــزمن
آزمون ترموگرافی که یکی از تست های غیر مخرب NDT است یک روش مطمئن برای بررسی و مراقبت وضعیت ماشینآلات صنعتی است که اساس آن بر اندازه گیری دمای کارکرد دستگاه می باشد . تقریباً بیشتر عیوب موجود در ماشین آلات با اندازه گیری دمای کارکرد دستگاه قابل تشخیص است مانند : کمبود روانکار در محفظه یاتاقان ، سایش ف با ف و ….
تکنولوژی مادون قرمز بر اساس اندازه گیری مقدار تابش مادون قرمز گسیل شده از سطح جسم استوار است ، تصاویری که از قطعه تهیه میکند بر اساس تفاوت میزان تابش مادون قرمز تفکیک میشوند که به این تصاویر ترموگرام گفته میشود .

کاربرد ترموگرافی
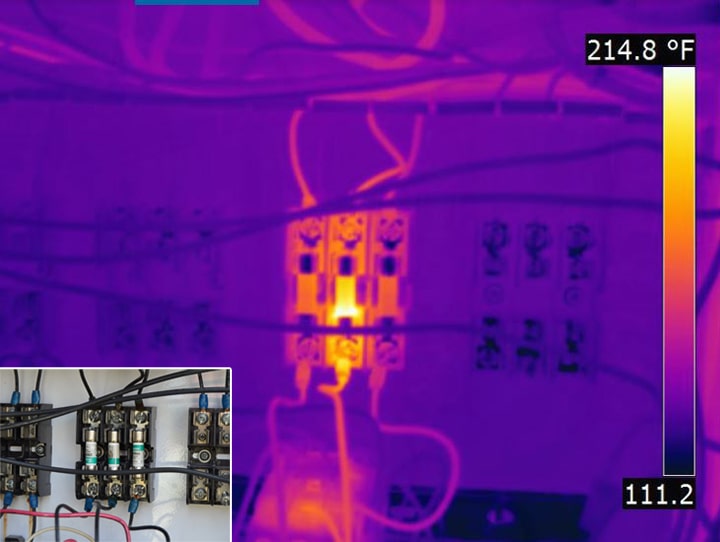
۱) استفاده از ترمو گرافی در بازرسی تجهیزات برقی : بیشترین کاربرد ترموگرافی در بازرسی تجهیزات برقی و الکتروموتور ها است بطوریـــکه اکثر عیوب موجود در سیستم برقی با گرم شدن بیش از حد قطعه قابل بررسی و تشخیص است . مثلاً هنگـــامی که یک الکتروموتور بیش از حد تعریف شده زیر بار قرار میکند به تدریج شروع به داغ شدن میکند که یکی از روش های اطلاع از بد کار کردن الکــتروموتور استفـــاده از ترموگرافی است .
۲)استفاده از ترموگرافی در بازرسی تجهیزات مکانیکی : وجود سایش بیش از حد ، ناهم محوری شفت ، مشکل روانکـــاری و غیره سبب افزایش دمای ماشینآلات صنعتی میشود که میتوان با اندازه گیری دمای کارکرد قطعه با ترموگرافی قبل از جدی شدن مشکل آن را برطرف کرد .
۳)استفاده از ترموگرافی در بازرسی کورههای مذاب : یکی از کاربردهای موثر ترموگرافی در بازرسی کورههای مذاب و نگه دارنده مذاب است ، با استفاده از ترموگرافی کارشناس میتواند وضعیت عایق بندی جدارههای کوره را مورد ارزیابی قرار بدهد .
۴) استفاده از ترموگرافی در صنعت عایق کاری ساختمان : با استفاده از دوربین ترموگرافی کارشناس مربوطه میتواند از وضعیت اتلاف انرژی در ساختمان اطلاع یابد
دوربین های ترموگرافی که جدیداً تولید شده اند میتوانند با دقت ۰/۰۰۸ درجه اخلاف دما در محدوده ۵۰ تا ۴۰۰ درجه سانتی گراد را اندازه بگیرند .

دوربین ترموگرافی چیست ؟!
دوربین ترموگرافی در حقیقیت یک دما سنج غیر تماسی میباشد که دمای قطعه را بدون نیاز به برقراری تماس با قطعه میتواند مشخص کند . دوربین ترموگرافی با نام های دیگری مانند دوربین حرارتی مادون قرمز ، دوربین گرمانگار،تصویر بردار حرارتی و آنالیز ترموگراف دار شنـــــاخته میشود.
همانطور که قبلاً اشاره شد بر اساس قانون استفان – بولتـــزمن مقدار انرژی کل که یک جسم از خودش تابش میکند. و اساس کار دوربین ترموگرافی به مقدار ضریب تابش (Emissivity) است ، و دوربین ترموگرافی دمای قطعه را با توجه به میزان صدور امواج الکترومغناطیس محاسبه میکند .
حال مسئلهایی که وجود دارد این است که برای اینکه دمای قطعه به درستی و با دقت زیاد توسط دوربین ترموگرافی اندازه گیری شود نیاز است ماده دارای ضریب صدور بالایی باشد و اگر که ماده دارای ضریب صدور پایینی باشد اندازه گیری دمای قطعه با دقت بالایی انجام نخواهد شد و این یکی از محدودیت های دوربین ترموگرافی است .

بیرینگ های ایگرگ (Y-Bearing units)
بیرینگ های ایگرگ ، مجموعهیی از بلبرینگ ایگرگ همراه با محفظه یا هوزینگ Housing هستــنند . که کاربرد فروانی در صنایع غذایی ، بسته بندی ، ماشین آلات کشاورزی، راهسازی، نساجی و تسمه نقاله کاربرد دارد . ٰبلبرینگ ایگرگ مانند بلبرینگ شیارعمیق است که در دو طرف کاسه نمد سطح حلقه بیرونی آن قوسی شکل است.
نام بیرینگ های ایگرگ از کجا آمده است ؟! بیرینگ های ایگرگ یا همان Y-Bearing ، از دو کلمه تشکیل شده است Y+Bearing که در کشورمان Bearing را بیرینگ درنظر گرفته اند و حرف Y را بصورت ایگرگ تلفظ کرده اند که در مجموع به آن بیرینگ ایگرگ گفته اند ابته و گاهاً به صورت ناقص بلبرینگ ایگرگ در بازار گفته میشود که باید دقت کرد که این اصطلاح درست نیست .
محفظه نیز از جنس چدن یا فولاد بوده و در اشکال مختلف تولید می شود و سوراخ داخل آن یعنی محل نشستن برینگ جهت تطابق با آن قوسی شکل است. مجموعه، ناهمراستایی های اولیه شافت را می تواند جبران کند، ولی قادر به حرکت در امتداد محوری نیست.
بلبرینگ ایگرگ (Y-Bearings)
بلبرینگ ایگرگ مشابه بلبرینگ های شیار عمیق عستند اما با این تفاوت که سطح خارجی آن ها قوسی شکل است.

مکانیزیم های قفل کردن شفت در داخل بیرینگ های ایگرگ به دسته های زیر تقسیم بندی میشوند
- مکانیزیم قفل کردن با مهره قفلی Eccentric Locking Collar : این روش یکی از روش های متداول قفل کردن بیرینگ های ایگرگ با استفاده از یک مهره که داخل آن یک پیچ مغزی تعبیه شده است ، میباشد که در ویدیو زیر میتوانید این روش را مشاهده فرمایید .
- مکانیزیم قفل کردن با پیچ مغزی Set Screw Locking : متداول ترین روش قفل کردن بیرینگ های ایگرگ با استــفاده از پیچ مغزی است . که در ویدیو زیر میتوانید این روش را مشاهده فرمایید .
محفظه بلبرینگ های ایگرگ Y-Bearing housings
این محفظه ها در انواع مختلف تولید میشوند که هر کدام دارای ویژگی خاصی هستند .
- پایه دار Plummer block
- فلانژی Flanged
- تی شکل up Take
محفظه پایه دار Plummer block مانند مدل UCP یکی از پرکاربرد ترین نوع هوزینگ در صنعت میباشد و بصورت زیاد در تجهیزات انتقال نیرو ، گیربکس ها و … مورد استفاده قرار میگیرند. یاتاقان UCP در صنعت به اختصار P خوانده میشود .

محفظه فلانژی Flanged مانند مدل های UCF,UCFL,UCFC میباشد که بسیار شبیه هم هستند و با این تفاوت که UCF فلانژی مربعی شکل با چهار پیچ است ، UCFC فلانژی دایره ایی شکل با چهار پیچ میباشد و در نهایت UCFL فلانژی بیضی شکل است که برای اشغال جای کمتــر به این صورت طراحی شده است و با دو پیچ سرجای خود محکم میشود .



محفظه تی شکل up Take مانند مدل UCT است که نام دیگر آن کشویی است و یکی از پرکاربرد ترین نوع هوزینگ در صنعت میباشد و مورد استفاده آن در جایی است که نیاز به ریگلاژ کردن وجود داشته باشد.

کاتالوگ جامع بیرینگ های ایگرگ (Y-Bearing units) شرکت اس کا اف SKF بصورت رایگان از پائین صفحه دانلود کنید .
برچسب ها :
# انتخاب بلبرینگ و رولبرینگ # انواع بلبرینگ # بلبرینگ # بلبرینگ skf # فروش بلبرینگ # قیمت بلبرینگ
- رویای بیت کوین Bitcoin Dream
- پرسش و پاسخ وردپرس
- سایت کیم کالا فروشگاه اینترنتی
- Lotus Water
- Psychology
- سایه وارونه
- داده پردازی نرم افکار
- اپیکیشن نت مانی net money
- مرکز تخصصی گچبری و قالبسازی آذین
- بیوگرافی
- ابوالفضل بابادی شوراب
- گروه هنری اولین اکشن سازان جوان
- اقیانوس طلایی
- .:: تنفّس صــــبح ::.
- شین نویسه
- خبر
- شهدای مدافع حرم
- پایکد
- نقاشی کشیدن
- درمان مو
- کبدچرب
- Sh.S
- نمونه سوالات استخدامی بانک تجارت (فروردین 1400)
- رسانه ارزهای دیجیتال و صرافی Coinex
- مرکز ماساژ در تهران
درباره این سایت