۰ تا ۱۰۰ تست رادیوگرافی RT
بازرسی رادیوگرافی RT که مخفف کلمه انگلیسی Radiographic Testing است یکی از روش های بازرسی غیر مخرب NDT است .
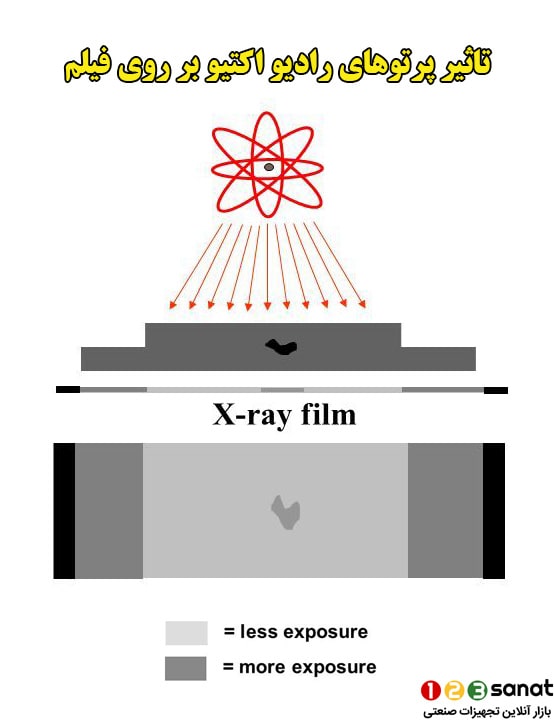
اساس بازرسی رادیوگرافی RT بر پایه اختلاف جذب انرژی تابش شده در داخل جسم است در این روش برای نفوذ اشعه به داخل جسم از پرتوهایی با انرژی بالا مانند پرتو ایکس و گاما استفاده میشود . با قرار دادن فیلم در زیر قطعه اشعه های فرستاده شده پس از عبور از داخل جسم اثر خودشان را روی فیلم باقی می گذارند و بازرس مربوطه با بازرسی این فیلم ها میتواند به عیوب احتمالی موجود در قطعه مانند تخلخل ، حبس ناخالصی و ترک و …. پی ببرد .
بازرسی رادیوگرافی RT بعلت مزایایی که بعداً به آن اشاره میکنیم یک روش کارآمد بازرسی غیر مخرب در بازرسی خطوط جوش ، بازرسی قطعات ریخته گری شده و …. است .
روش تست RT مطابق شکل زیر است .
دو منبع پرتو یا تشعشع که بیشترین استفاده را در بازرسی جوش دارند، دستگاه های اشعه ایکس و ایزوتروپ های رادیواکتیو می باشند. پرتوهای ساطع شده از این منابع دارای طول موج خیلی کوتاه (در حدود ۱/۱۰۰۰۰۰ موج نور مرئی یا کمتر از آن ) هستند که آنها را قادر می سازد تا به داخل موادی که نور را جذب با می کنند، نفوذ نمایند.
پرتوهای X توسط لامپ های اشعه X تولید می شوند؛ پرتوهای X و گاما می توانند کاملا متفاوت باشند، اما برای اهداف رادیوگرافی رفتاری مشابه دارند.
در گذشته به طور گسترده از رادیوم (یک ساطع کننده طبیعی اشعه گاما) برای رادیوگرافی صنعتی استفاده می گردید؛ ولی با به روی کار آمدن ایزوتوپ های تولید شده به صورت مصنوعی، استفاده از آن تا حد زیاد کاهش یافته است. در میان رادیوایزوتوپها، از سه مورد کبالت ۶۰، سزیم ۱۳۷ و ایریدیم ۱۹۲ بیشتر استفاده می شود. این رادیوایزوتوپها به ترتیب کاهش سطح انرژی (قابلیت نفوذ) نامگذاری شده اند.
امروزه منابع اشعه X بسیار متنوع هستند و لامپهای کوچک و قابل حمل اشعه X با محدوده KV ۵۰ تا شتابدهنده ها و بتاترونهای خطی غول آسا با محدوده ولتاژ ۳۰-۱ میلیون ولت را شامل می شوند
قطعه ای که باید رادیوگرافی شود
قطعه مورد نظر برای انجام تست RT بخشی مهم از انجام تست میباشد ، همانگونه که قبلاً اشاره شد ، اساس فرآیند رادیوگرافی به جذب تفاضلی پرتو در زمان نفوذ پرتو به داخل قطعه است و میزان جذب پرتو به دو عامل کلیدی وابسته است :
۱) مقدار جرم قطعه
۲) قدرت نفوذ منبع پرتو
مقدار جرم به دانسیته یا ترکیب شیمیایی قطعه و به همان اندازه مقدار یا ضخامت قطعه وابسته است. بطور کلی، هرچه عدد اتمی ماده بالاتر باشد، مقدار پرتو جذب شده بیشتر و مقدار پرتو نفوذ نموده به قطعه برای رسیدن به فیلم کمتر خواهد بود و از طرفی میزان پرتو عبوری از مقاطع نازک بیشتر از مقاطع ضخیم می باشد.
قدرت نفوذ منبع پرتو به کیلوولت انتخابی روی دستگاه اشعه x یا ایزوتوپ خاص انتخاب شده برای رادیوگرافی گاما بستگی دارد. با افزایش انرژی منبع پرتو، نفوذ آن به داخل مواد ضخیم تر یا چگالتر، آسانتر می گردد.
این دو متغیر را بخاطر داشته باشید، زیرا عامل اختلافات بوجود آمده انجام تست RT می باشند که دلیلی موجه برای اختلافات حاصله در مناطق تاریک و روشن بر روی تصویر رادیوگرافی است.
مناطق تاریک تصویر نشان دهنده بخشهایی از قطعه تست هستند که نفوذ از آنها آسانتر صورت گرفته است،(چون پرتوبیشتری از آن عبور کرده است و تاثیر بیشتری روی فیلم گذاشته است) حال آنکه مناطق روشن تر نشان دهنده مناطقی از قطعه هستند که نفوذ در آنها مشکلتر است .
ابعادی از عیب که موازی جهت پرتو هستند اغلب تصویری قابلت تشخیص ایجاد می کنند، در حالیکه در ابعاد عمود بر جهت پرتو احتمال تشکیل تصویر واضح بسیار کم است. از اینرو، انجام تست RT باید جهات مختلف انجام شود .


مزایا و محدودیت های رادیوگرافی
مزایای تست RT
از آنجایی که رادیوگرافی بر اساس جذب پرتو عمل میکند . برخی از مشکلات و وضعیت های دشوار را مانند سایر روشهای متداول تست غیرمخرب NDT ندارد ، برای مثال در رادیوگرافی محدودیت جنس نداریم و از آنجایی که پرتو به داخل جسم نفوذ میکند ، رادیو گرافی برای ناپیوستگی های سطحی به همان اندازه ناپیوستگیهای داخلی مناسب می باشد.
اگرچه برای هندسه پرتودهی مومات دارد، ولی در بازرسی به روش رادیوگرافی به پیش شرط موازی بودن سطوح نیازی نیست. رادیوگرافی با فیلم چندلایه یک محدوده ضخامتی وسیعی را فراهم می آورد که می توان با یک پرتودهی تکی به علایم صحیح و معتبری دست یافت، مزیت دیگر رادیوگرافی این است که سابقه ای دانمی هم برای مشتری و هم برای سازنده جهت مرور و بررسیهای کیفی (عکس دائمی ) فراهم می آورد.
اگرچه جنبه های هنری روش مرسوم رادیوگرافی از جنبه علمی آن بیشتر است، ولی برای سازگار نمودن آن با متغیرهای موجود در یک تکنیک به مطالعات گسترده و اضافی نیاز نمی باشد.
محدودیت های تست RT
مسلما یک محدودیت اصلی این روش در خطر قرار گرفتن اپراتور رادیوگرافی و پرسنل نزدیک به آن در معرض تشعشع می باشد. به طور معمول رادیوگرافی به تاسیسات یا نواحی ای نیاز دارد که در آنها بتوان پرتودهی را به روشی کنترل شده و بدون به خط انداختن پرسنل انجام داد که این خود نیاز به سرمایه گذاری جداگانه است .
رادیوگرافی توانایی کشف ترکهای موازی با پرتو اعمالی را دارد، نظیر ترک هایی که معمولا عمود به سطوح صفحه هستند. ولی، غالبأ نمی تواند تورق موجود در صفحه را تشخیص دهد.
در سایر روش های تست غیرمخرب NDT با انتخاب تکنیک مناسب، امکان کشف چنین شرایطی وجود دارد. در نتیجه، زمانی که از رادیوگرافی به عنوان یک روش بازرسی استفاده می شود، جهت گیری عیب یا ناپیوستگی یک فاکتور کلیدی می باشد.
سایر محدودیتهای این روش عبارتند از:
- هزینه بالای ماشین آلات و تجهیزات اشعه X
- برنامه های ایمنی جهت حفظ سلامتی کارکنان
- کنترل مقدار مجاز پرتو جذب شده
- تجهیزات لازم برای فرآوری فیلم
- ساخت فضای مخصوص از بتن سنگین برای کاهش تششعات
برچسب ها :
۷ آلیاژ مهم فولاد را بهتر بشناسید
رادیوگرافی ,پرتو ,قطعه ,نفوذ ,روش ,های ,اشعه x ,به داخل ,رادیوگرافی به ,پرتو به ,تست rt
درباره این سایت